In medicine, disposable pumps are used for accurately dispensing medication, such as antibiotics, chemotherapy or pain management therapies. Allowing doctors and nurses to choose the volume and flow rates, they are very important to suit patient’s individual needs of medication for general infusion use. But the medical sector is not the only one using them, as disposable pumps are present in the pharmaceutical, food, beverage, consumer, and industrial sectors as well.
Talking about disposable pump technology cannot be done without mentioning the industry leader—Quantex. The company supplies single-use pumps and also provides design and development services for custom applications. Quantex’s engineers and designers are on hand to provide design expertise throughout the development process and assistance into volume production.
Quantex’s products actually evolved from the biomedical market, where disposable pumps were required for hygienic reasons. Its pumps replaced the old peristaltic pump technology, improving accuracy and ease of drug administration. With significant experience in the medical field and seeing the potential of disposable pumps, Quantex expanded its product base to other industries, such as food processing.
Challenge: Increasing Membrane Thickness while Keeping the Same Mold
 Making a new, bigger model posed multiple challenges. Newly designed parts of the pumps included very thin deflective polypropylene membranes.
Making a new, bigger model posed multiple challenges. Newly designed parts of the pumps included very thin deflective polypropylene membranes.
Producing the membranes at the desired thickness and with very small tolerances created significant difficulties for the manufacturer. Expensive iterative modifications to the molds would have to be applied and the whole production process would have become much longer.
Quantex engineer Jonathan Ford decided to investigate the deflection of the membrane undergoing pressure load depending on variable plastic thickness. The CAD tool used at Quantex already had structural analysis capabilities, but it did not include nonlinear FEA analysis. The extra calculation package was very expensive and this is when Jonathan discovered how cost-effective SimScale is.
Solution: Testing the Disposable Pumps Designs With FEA
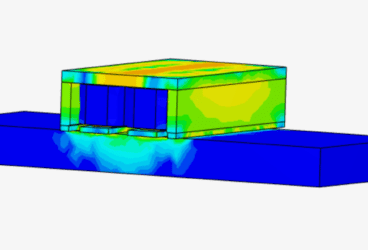
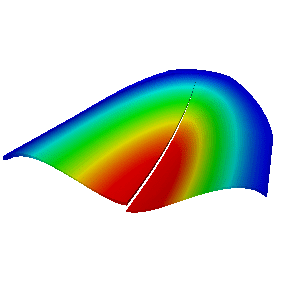
The first step in analyzing the new pump design was to extract the geometry of the membrane from the model. A reference, square membrane was tested at this step. Obtaining a good 3D mesh of a geometry that has high aspect ratios is not easy. The user needs to make sure that the mesh is sufficiently fine to capture the actual behavior of the system while keeping the number of nodes as small as possible, to avoid long calculation times. Taking advantage of the geometrical symmetry is always good—in the case of the studied membrane, two symmetry planes could be applied. Still, the first test mesh was first order and had only one element across the thickness of the membrane.
On the other hand, a precise study of the system during the transition phase was not required and the mesh was used regardless. The square-shaped geometry was already studied experimentally. The comparison of final maximum deflection of the simulation and the physical test has shown good agreement. This meant that the coarse mesh could be used to analyze the new design.
Jonathan’s experience with the pumps that used square-shaped membranes pointed out the difficulties with precision manufacturing of the edges. With an increased size of the pump, the problem would be even bigger. A new shape was proposed, where the edges would be rounded, and the whole membrane would look more like an oval. The main variable parameter now was the actual thickness of the membrane. Jonathan wanted to know what would be the deflection difference when he increased the thickness of the part by 50%.
Having the square membrane case done earlier, creating proper meshes for both new variants of the design was easy. The selected calculation type was nonlinear advanced structural analysis. Thanks to the customization features of SimScale, Jonathan was able to utilize the polypropylene as the material used in the actual product. Jonathan mentioned that the SimScale support team was definitely helpful when choosing the proper symmetry boundary conditions to ensure the best stability of the computation.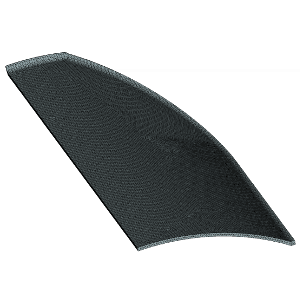
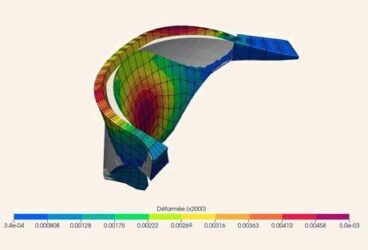
To deform the membrane, a pressure load was applied to its top surface. At first, the pressure was distributed uniformly across the surface. The selection of such condition on the platform was quick and straightforward. At the same time, it was a bit far from reality, since reference cases have shown that the pressure force is proportional to the deflection of the membrane, decreasing with deflection. Fortunately, SimScale provided the possibility of non-uniform force distribution. Jonathan came up with a smart functional definition of the pressure load, which better mimicked reality.
The final element of the simulation setup was the choice of numerical schemes. Jonathan favored fast calculation, so relative convergence criteria were selected and the default tolerances were loosened up. The geometry was expected to undergo big deformations as the force was ramped up. With strict convergence tolerances, it would create significant trouble with getting a solution in this transition state. The tolerance of the calculation at maximum deflection was much tighter than defined by the convergence criteria which added confidence to the result.
Optimization Results with the Simulation Approach
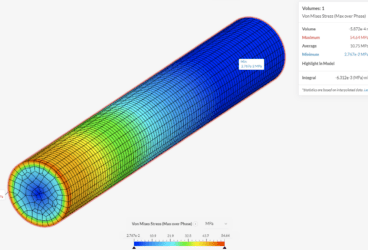
The simulation runs took around 25 min each. The data was downloaded and analyzed using ParaView and the results were very encouraging.
The decrease of displacement of the membrane when increasing its thickness by 50% was definitely in an acceptable range. Knowing that the manufacturing defects would generally never exceed the tested maximum thickness, the production tolerance limits were increased by 50%. This gave a larger processing window and increased confidence level that the pump was production capable. Furthermore, several expected expensive iterative modifications to the molds and the production process were avoided.
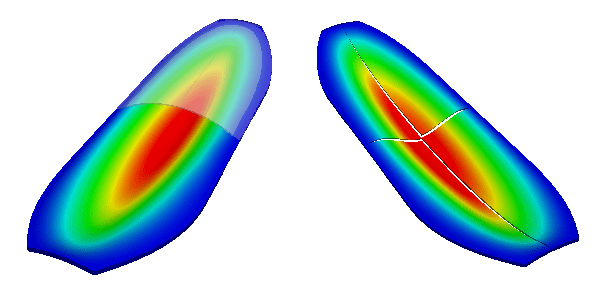
Finally, the calculated deformed shape of the membrane was overlaid on the pump’s geometry. It appeared that additional improvements to the pumping area were now possible, which would result in an increase of devices’ performance.
Overall, the CAE approach to the design optimization allowed Quantex to improve its product, safely investigate a new design, and save money and time. With the new pump being manufactured, further studies are planned for optimization and customization of the product.
Quantex’s original success story can be found on the SimScale website.
If you want to give cloud-based simulation a try, start with a free community account.
SimScale’s CEO David Heiny tests the capabilities of the platform to solve a real-life engineering problem. Fill in the form and watch this free webinar to learn more!